
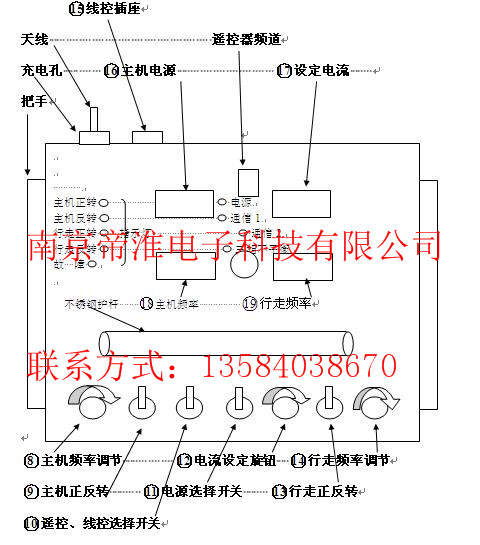
无线遥控器控制面板图如下:

机器与遥控器操作简介
※ 向前行走
先把动作转换开关○4扳到主机/行走位置,后将开关○13扳向正转或反转
再旋转○14调节其快慢。
※ 向后行走
先把动作转换开关○4换扳到主机/行走位置,后将开关○13扳向正转或反转再旋转○14调节其快慢。
※ 主动轮转动
先把动作转换开关○4扳到主机/行走位置,后将开关○9扳向正转或反转,再旋转○8调节其快慢。
※ 主动轮旋转
先把动作转换开关○4扳到转盘旋转位置,后按动正转开关○5或反转开关○6,主动轮即旋转。
※ 主动轮横移
先把动作转换开关○4扳到绳轮位移位置后按动正转开关○5或反转开 关○6,主动轮即可横移。
※ 复位
变频器过载后,可以将电源总开关切断并在变频器面板指示灯熄灭后,再恢复通电即可复位。
数显三相电流表○3显示主机三相工作电流。
注意:主动轮完全停止转动后才可以做主动轮旋转动作,且注意主动轮旋转半径内不能有阻碍物。
机器操作流程
为了正确使用机器,切割前检查遥控器操作面板和主机尾部:
——接通串珠绳锯的动力电源输入线。
——串珠绳装上主动轮后,检查主机尾部的总停开关○1应处于松开状态
——检查电源开关处于闭合状态(电源灯○2是亮的)
——调整主动轮所在的面与待切割的面在同一平面内,可通过主动轮旋转功能适量调整。(主动轮可360°范围内旋转)
——必要时可通过主动轮的横向移动来调整主动轮的位置。
——通过行走电机开关○13和旋转○14调整串珠绳的张紧度。
——接通冷却水并检查水流是否入锯缝。
——主动轮转动方向可分为顺时针、逆时针两种。
——起动时开关○9打在“正转或反转位置”, 调节旋钮○8,可改变主动轮的转速。
——主动轮起动后,串珠绳开始旋绕,在○18窗口可看到主电机目前运转频率,在运转频率达到50.00HZ后,然后将开关○13扳向正转或反转(后退),使机器向后进给,通过调节旋钮○14调节行走速度,此时在窗口○19可看到行走电机当前的运转频率(开始时行走速度要低一些)。
注意! 应该让机器在原地不动的情况下,慢速启动主电机(频率在5~10HZ范围),运行3~5分钟,使串珠绳与石块边缘的直角接触部分磨圆。
在上述工作完成后,便可慢速启动主电机,使串珠绳锯进入锯切工作状态,逐渐加大主电机转速,同时调整进给电机转速,使主电机电流增大,提高锯切生产率,推荐主电机电流为电机额定电流的80%至90%。
在串珠绳锯的锯切过程中,随着被锯切面积的减少,串珠绳锯从导轨前端移动到导轨的末端。这时需要接长导轨或减短串珠绳将锯机移至前端继续锯切。如果接长导轨,只需要将前面的导轨取出从后面接上,并垫平。
在锯切接近完成时,应降低切割速度,并注意观察锯缝情况。被锯切的石头是否有可能松动,防止串珠绳被卡在锯缝的情况发生。一般当锯切面长度方向剩下0.3米时,即应停止锯切。以防止被锯切面全部锯完后。串珠绳无阻力约束而飞出伤人,同时也避免串珠绳曲率半径过小而缩短使用寿命。
——停机时,调节旋钮○14,处于“0”,和将开关○13扳向停,此时进给停止,让主动轮在没有进给的状态下,自由空转5~10min ,使串珠绳在切割槽内有一定的间隙,便于机器重新起动。
注意! 零切割状态下,不要让串珠绳长时间处于张紧状态。
注意!串珠绳张紧力的调整,一般正常锯切时,要求串珠绳张紧力为100~200公斤。张紧力过大,易拉断串珠绳,张紧力过小,串珠绳在主动轮上容易打滑,影响锯切。初始锯切时串珠绳在孔中90o转角,张紧力应比正常锯切时小,否则电机过载不能起动,或串珠绳弯折损坏。
